
What we commonly refer to as composite materials are formed by combining reinforcing fibers with a resin that is subsequently cured to obtain the final part. There are many techniques available to manufacture composite components, ranging from very simple to highly complex processes. As a result, each project has a manufacturing method that best suits its specific requirements in terms of geometry, performance, cost, and production volume.

Composite manufacturing methods range from highly manual processes to fully automated
Steps for Manufacturing in Composites
In any composite manufacturing process (fiber + resin), there are four essential steps, not always in this particular order which may be reduced to three depending on the type of material used.
- Impregnation: The resin, in liquid state, comes into contact with the fiber reinforcement and impregnates it. When using prepreg materials, this step is not required, as the fibers are already pre-impregnated.
- Lay-up: Placement of the fiber reinforcement onto the mold that defines the shape of the final part. Multiple layers can be stacked over the entire part or locally in specific areas to increase thickness and mechanical strength.
- Consolidation: Compaction of the different layers and removal of voids to prevent structural weaknesses in the final component.
- Curing: Activation of the chemical polymerization process, during which the resin transitions from a liquid to a solid state.
Once these fundamental steps are understood, the different manufacturing techniques used to produce composite parts can be examined.
Open Molding Processes
Wet Lay-Up (Hand Lay-Up)
A release agent or gel is first applied to the mold to prevent the part from sticking. Reinforcement mats or fabrics are then cut to size and placed on the mold surface, after which the resin is poured and spread evenly.
The simplest composite manufacturing method, accessible to virtually anyone, where fibers are manually impregnated with resin using basic tools.
Layers of reinforcement and resin are built up sequentially, using rollers to remove trapped air and excess resin. After curing at room temperature or under elevated temperature, the composite part is removed from the mold and prepared for further finishing operations.
Pros:
- Low tooling and equipment cost
- High process flexibility
- Suitable for large or custom parts
Cons:
- Strong dependence on operator skill
- Limited control over fiber-to-resin ratio
- Lower repeatability and longer cycle times
Spray-Up
Spray-up is a widely used technique for glass fiber parts that accelerates traditional wet lay-up by spraying chopped reinforcement fibers and liquid resin directly onto the mold surface. Layers are built up rapidly until the desired thickness is reached, and the process is often combined with gel coat application.
The process uses a spray gun equipped with a fiber chopper that cuts continuous glass fiber rovings into short lengths, typically between 25 and 75 mm, which are mixed with resin during spraying. This results in randomly oriented fibers that must be compacted by rolling, similar to hand lay-up.
Pros:
- Faster than traditional hand lay-up
- Widely used and effective for fiberglass parts
- Simple, well-understood process with easy operator training
Cons:
- Random fiber orientation limits mechanical performance
- High resin content and lower laminate quality compared to closed-mold processes
- Lower surface finish and dimensional control
Prepeg
Prepreg materials consist of fiber reinforcements that are pre-impregnated with a precisely controlled amount of resin during manufacturing. The resin is typically partially cured (B-stage), allowing the material to remain tacky and easy to handle until final curing.
Because impregnation is already completed, the manufacturing process focuses on lay-up, consolidation, and curing. Traditionally, prepregs are cured under heat and pressure in an autoclave, which enables excellent consolidation and very high laminate quality. However, in recent years, Out of Autoclave (OoA) prepregs have been developed to reduce processing cost and complexity.

Pre-impregnated fibers (prepregs) are a very common choice for high-performance applications.
Prepregs offer outstanding control over fiber-to-resin ratio and laminate consistency, making them a preferred choice for high-performance applications where repeatability, structural integrity, and surface quality are critical.
Pros:
- High laminate quality and repeatability
- Superior mechanical performance
- Excellent control of fiber-to-resin ratio
Cons:
- Higher material cost compared to dry fabrics
- Requires controlled storage and handling (typically refrigerated)
- Autoclave equipment often required, depending on prepreg type
Vacuum Infusion
This process, also known as Resin Infusion, is an open-mold method widely used in boat building and wind energy applications, as it enables the manufacture of very large parts with relatively precise fiber-to-resin ratios.
All reinforcement fabrics are first cut, positioned, and laid into the mold in a dry state, then sealed under a vacuum bag. Resin inlet lines are arranged and connected prior to sealing, creating a controlled resin delivery network. Once vacuum is applied, the pressure differential draws liquid resin through the inlet lines and distributes it across the dry reinforcement. Resin flow is guided by flow-assisting elements such as mesh layers, channels, or grooved core materials to ensure uniform impregnation.
Pros:
- Suitable for large, complex parts (e.g., boat hulls, wind turbine blades)
- Good surface finish on the mold side
- Lower resin content and higher fiber volume fraction than other open-mold methods
Cons:
- More complex setup and planning than basic open-mold processes
- Requires careful control of materials, flow media, and resin viscosity
- Less suitable for very high-volume production compared to automated closed-mold methods

Resin infusion is often used to manufacture very large composite parts, such as boat hulls, where controlled resin flow and material consolidation are critical.
Closed Mold Processes
Resin Transfer Molding (RTM)
In RTM, mixed resin and catalyst are injected into a closed mold containing a dry fiber preform. This process produces components with good surface finish on both sides and allows precise control over fiber architecture, orientation, and laminate thickness, as defined by the mold cavity.
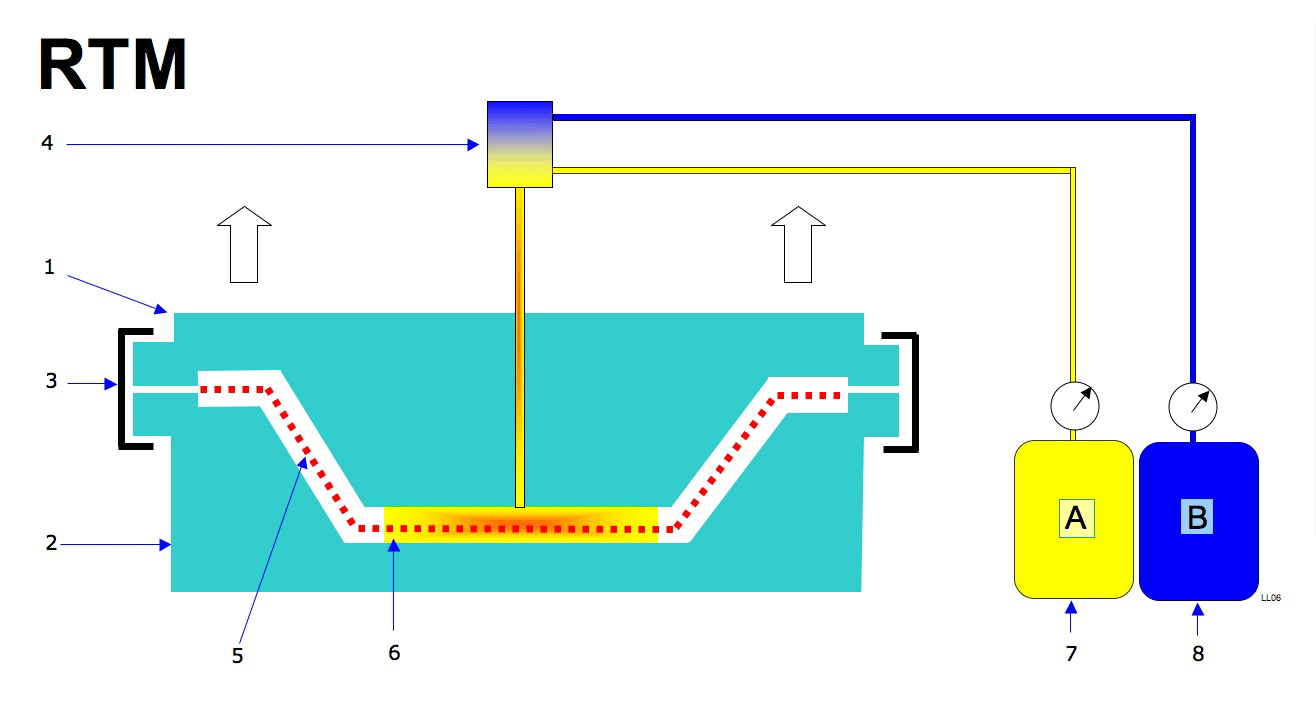
Schematic of a Resin Transfer Molding (RTM) process.
RTM supports a wide range of resin systems—including polyester, vinyl ester, epoxy, phenolic, and MMA—as well as reinforcements such as glass, carbon, aramid, or hybrid fibers. The process can be automated to increase production rates while reducing scrap, making it a common choice for industrial applications.
Pros:
- Good surface finish on both sides
- Tight dimensional tolerances and uniform thickness
- Ability to mold complex structural and hollow parts
Cons:
- Higher tooling cost than open-mold processes
- More complex process control
- Not ideal for very low or very high production volumes
Resin Transfer Molding Variants
HPRTM (High Pressure RTM) is a variant of the RTM process in which resin is injected at high pressure, enabling the production of parts with high structural quality, excellent repeatability, and very short production cycles.
LRTM (Light RTM) is another variant that uses very low resin injection pressures, significantly reducing tooling cost and complexity.
Compression Molding
Compression molding is a manufacturing process used with materials such as sheet molding compound (SMC), bulk molding compound (BMC), and thick molding compound (TMC). It employs heated metal molds installed in hydraulic presses and can be highly automated. The process offers significant design flexibility, allowing features such as inserts, ribs, and bosses, while achieving good surface finishes that reduce secondary finishing operations and labor costs.
During production, a measured charge of material is placed into a heated mold, which is then closed and compressed until curing is complete, typically within one to five minutes. The finished part is then removed. Tooling consists of durable heated metal molds, usually made of steel, which are highly durable but also relatively expensive.
Pros:
- Short cycle times and high productivity
- Low labor cost
- Good dimensional control
Cons:
- High tooling cost
- Limited design flexibility after tooling
- Part size and thickness limitations
Prepreg Compresion Molding
Prepreg Compression Molding (PCM) combines the material quality of prepregs with the productivity of compression molding. In this process, stacks of prepreg material are placed into a heated matched-metal mold, which is then closed under pressure to consolidate and cure the laminate in a single step.
The use of closed molds enables good surface finish on both sides, tight dimensional control, and short cycle times, making PCM well suited for medium- to high-volume production. Compared to autoclave-cured prepregs, PCM significantly reduces processing time while maintaining a high level of structural performance.
PCM is widely used in automotive and industrial applications where repeatability, productivity, and mechanical properties must be balanced with cost.
Pros:
- Short cycle times
- Good surface finish and dimensional accuracy
- Suitable for medium- to high-volume production
Cons:
- High tooling cost
- Limited flexibility once tooling is defined
Automated & Continous Systems
Pultrusion
Pultrusion is a continuous manufacturing process used to produce composite parts with a constant cross-section, such as beams, profiles, and structural elements.
In this process, continuous fibers are pulled through a resin bath or resin injection chamber to impregnate them, then guided through a heated die that defines the final shape and cures the resin. Once cured, the profile is continuously pulled and cut to length.
Pultrusion delivers excellent fiber alignment and high fiber volume content, resulting in strong, lightweight components produced with high efficiency and minimal material waste. It is commonly used for structural profiles in construction, infrastructure, and industrial applications.
Pros:
- Continuous, highly efficient production
- Excellent fiber alignment and mechanical performance
- Low labor cost and minimal waste
Cons:
- Limited to constant cross-section parts
- High initial tooling cost
- Low geometric flexibility
Filament Winding
In this method, continuous fibers (such as glass, carbon, or aramid), impregnated with resin, are wound under tension onto a rotating mandrel in a controlled geometric pattern. Fiber orientation is selected based on load requirements, enabling the production of strong, lightweight hollow structures such as pipes, tanks, and pressure vessels.
Once the required thickness is achieved, the laminate is cured on the mandrel using heat, and the finished part is either removed or left with a permanent liner. The process is highly automated, offering excellent precision, repeatability, and high fiber volume content, making it ideal for structural and pressure-related applications.
Pros:
- Excellent mechanical performance for cylindrical and axisymmetric parts
- Highly automated and repeatable
- Efficient material usage compared to alternative processes
Cons:
- Limited geometric flexibility
- Mandrel removal can be complex
- Surface finish often requires secondary operations
Automated Fiber Placement (AFP)
Automated Fiber Placement (AFP) is used to produce lightweight, high-strength structures, particularly for aerospace and high-performance industrial applications. It uses pre-impregnated fiber tows, typically carbon/epoxy, which are automatically placed onto complex molds or mandrels with high accuracy.
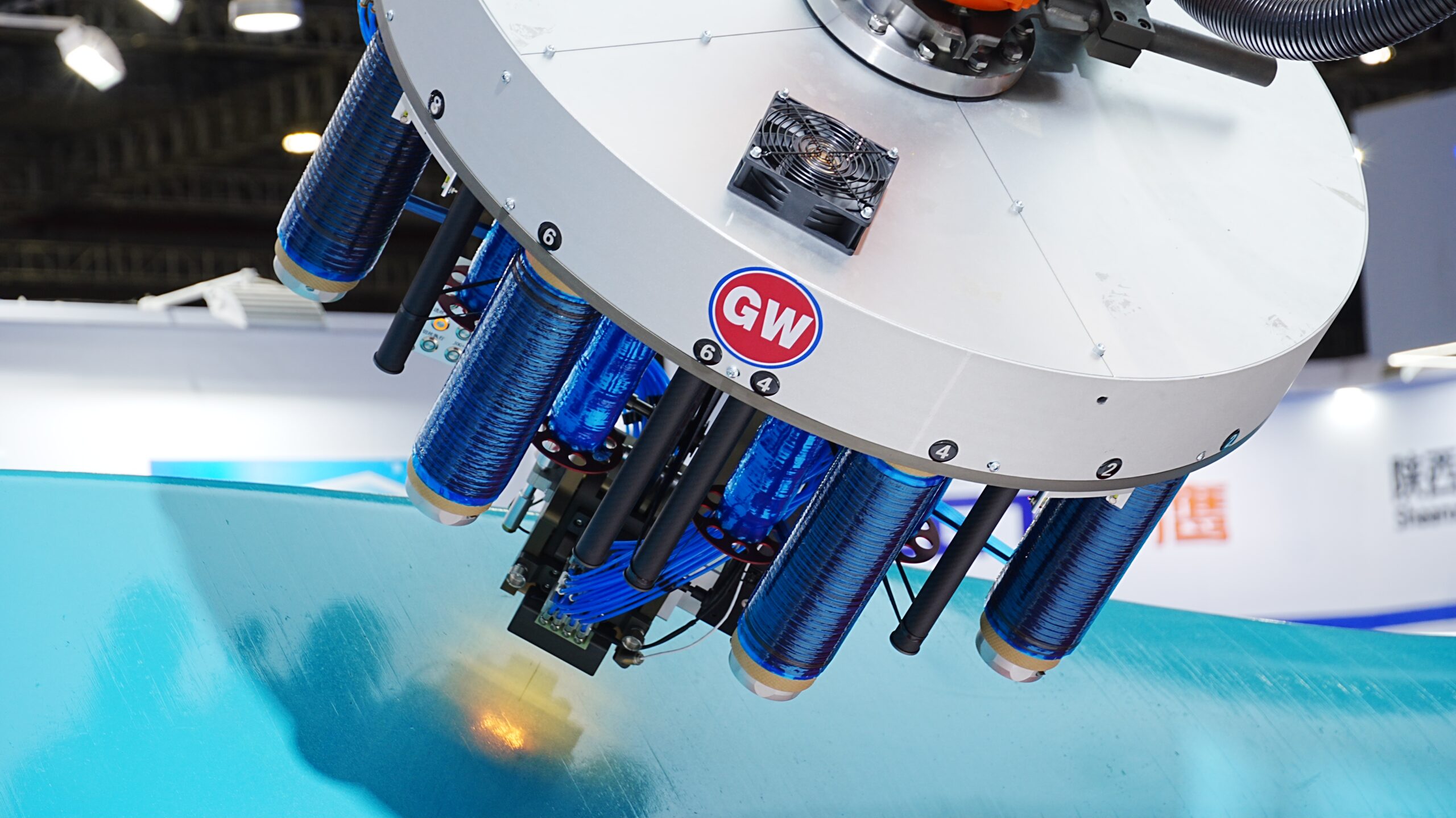
The use of robotic tools enables high precision and repeatability.
During the process, multiple narrow tows are heated, compacted, and laid down by a robotic head in predefined orientations such as 0°, ±45°, and 90°, building the laminate layer by layer. AFP offers high precision, excellent material efficiency, and the ability to manufacture complex geometries, making it suitable for structural components where performance and repeatability are critical.
Pros:
- High precision and repeatability
- High level of automation
- Ability to manufacture complex geometries
Cons:
- Very high equipment cost
- High programming and setup complexity
- Expensive raw materials
Composites manufacturing methods comparison
| Process | Mold Type | Automation Level | Typical Fiber Type | Surface Finish | Tooling Cost | Production Volume | Typical Applications |
| Wet Lay-Up | Open | Low | Glass, Carbon | Low–(one side) | Very Low | Low | Large custom parts, marine, prototypes |
| Spray-Up | Open | Low–Medium | Glass (chopped) | Low | Very Low | Low–Medium | Fiberglass panels, covers, tanks |
| Vacuum Infusion | Open (vacuum-assisted) | Medium | Glass, Carbon | Good (mold side) | Low–Medium | Low–Medium | Boat hulls, wind blades, large structures |
| RTM | Closed | Medium–High | Glass, Carbon, Aramid | Good (both sides) | Medium–High | Medium | Structural industrial parts |
| LRTM | Closed (low pressure) | Medium | Glass, Carbon | Good (both sides) | Medium | Low–Medium | Medium-size structural parts |
| HPRTM | Closed (high pressure) | High | Carbon, Glass | Excellent (both sides) | High | Medium–High | Automotive structural components |
| Compression Molding (SMC/BMC) | Closed | High | Glass, Carbon | Excellent | Very High | High | Automotive, electrical housings |
| Filament Winding | Mandrel-based | High | Glass, Carbon, Aramid | Medium | Medium–High | Medium–High | Pipes, tanks, pressure vessels |
| AFP | Tool / Mandrel | Very High | Carbon (prepreg) | Very Good | Very High | Low–Medium | Aerospace primary structures |
TL;DR
Composite parts are made by combining fibers and resin through different manufacturing processes, all of which follow the same basic steps: impregnation, lay-up, consolidation, and curing (with impregnation omitted for prepregs). Each process offers a different balance between cost, complexity, quality, automation, and production volume.
- Open-mold processes (Wet Lay-Up, Spray-Up, Vacuum Infusion) are low-cost and flexible but have lower repeatability and quality control.
- Closed-mold processes (RTM, LRTM, HPRTM, Compression Molding) provide better surface finish, dimensional accuracy, and structural performance at higher tooling cost.
- Automated processes (Filament Winding, AFP) deliver the highest performance and repeatability but require significant investment and are best suited for specific geometries or high-performance applications.
There is no single “best” process—the optimal choice depends on part geometry, mechanical requirements, production volume, cost targets, and level of automation required.